









视频播放失败,请联系站点管理员!











静轴肩搅拌摩擦焊是在普通搅拌摩擦焊的基础上研究的一种新的焊接工艺方法,它不仅具有普通搅拌摩擦焊的优点,而且对普通搅拌摩擦焊的温度梯度大,飞边缺陷等问题进行了改善。静轴肩搅拌摩擦焊的发展很大程度促进了铝、镁、铜轻金属及其合金的应用。
低转速的静轴肩搅拌摩擦焊可获得沿板厚方向更均匀的焊缝组织。高转速的静轴肩搅拌摩擦焊在降低焊接载荷的同时能够减小、甚至消除飞边和孔洞缺陷。静轴肩搅拌摩擦焊对于低速薄板焊接,有一定的优势。
对于焊接母材错边量较大情况下的静轴肩搅拌摩擦焊接,其工艺窗口非常狭窄,甚至很难成型。对于铸造类铝合金,静轴肩搅拌摩擦焊接技术也有明显的焊接短板。同时,搅拌头的寿命也是该技术的快速推广的制约因素。
从全球范围内来说,对于静轴肩搅拌摩擦焊接技术的使用,虽然取得了一定的成果,但是更大范围内的使用和推广,还在审慎探索和实验验证中。
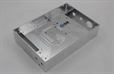
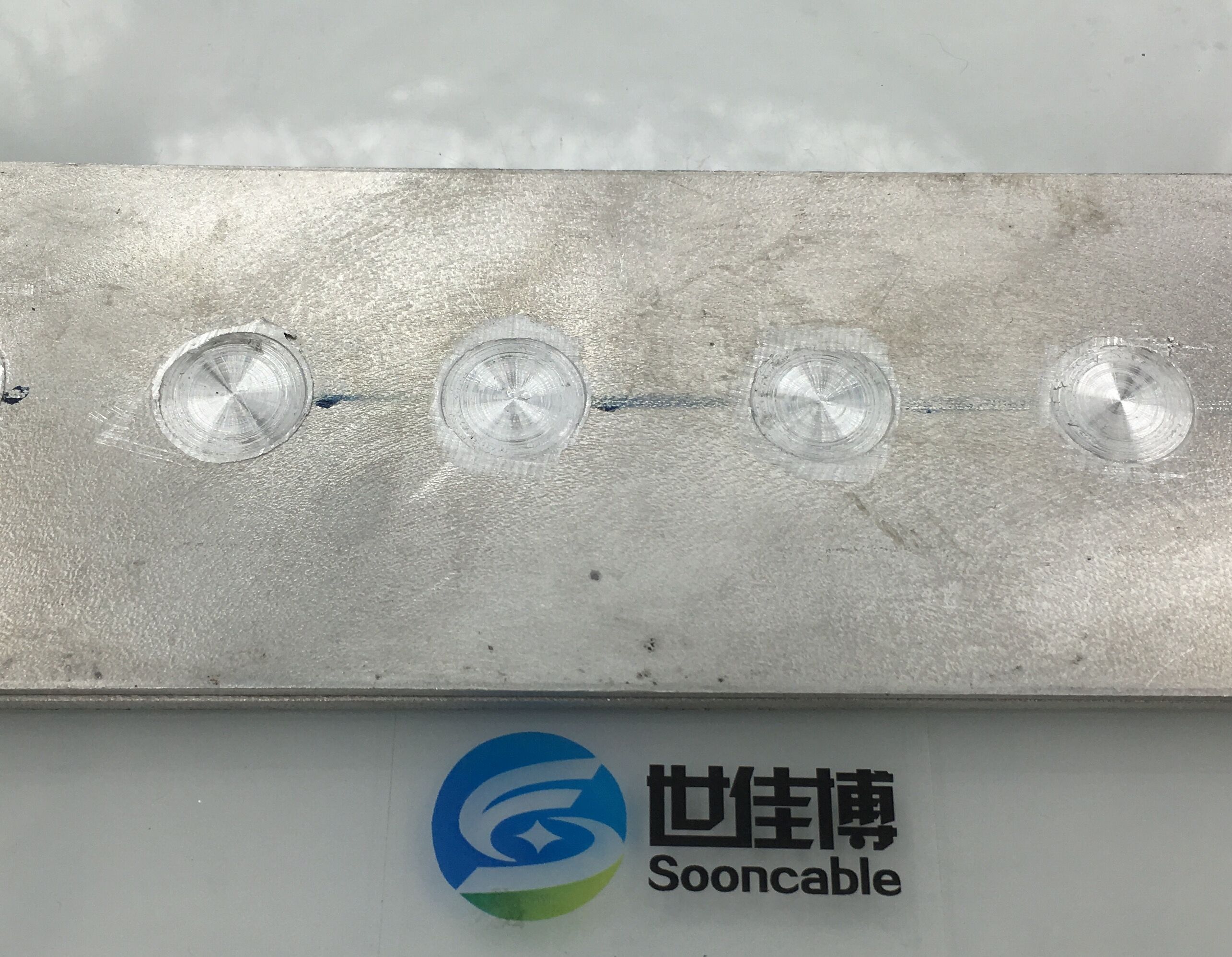
回填式搅拌摩擦点焊采用特殊的回填式搅拌摩擦焊接工具(套装),该套装包括:搅拌针、搅拌针外套、压紧环。通过精确控制搅拌头各部件的相对运动,在搅拌针回撤的同时填充搅拌头在焊接过程中形成的焊接工艺孔。其焊接过程包括搅拌套旋转扎入、搅拌连接、搅拌针拔出、搅拌套拔出及搅拌针回填撤回等过程,最终得到表面平整的焊点。
点焊搅拌摩擦焊接工艺往往用于对比传统电阻点焊,由于电阻点焊焊接过程中消耗较大的电能,同时焊接过程容易出现气孔、裂纹及虚焊等现象。经过大量的验证,点焊搅拌摩擦焊接接头性能、疲劳强度远远大于传统电阻点焊。世佳博在点焊搅拌摩擦焊接领域取得丰富经验,已多次在工业产品领域获得成功应用,比如汽车壁板类产品,航天锻造筒体裂纹修复等。
点焊搅拌摩擦焊接技术被认为是搅拌摩擦焊接与柔性机器人领域结合的非常有市场前景的搅拌摩擦焊接技术之一,将在未来很多重要领域代替传统电阻点焊在工业领域的应用。世佳博对这项技术保持高度重视并持续进行研发,以期更好的服务工业客户。

在常规搅拌摩擦焊的焊接中,焊缝尾端往往会因搅拌头的拔出而在被焊材料收尾处产生匙孔(工艺孔)。可回抽搅拌搅拌摩擦技术是在搅拌摩擦焊的焊缝末尾,通过程序控制终端使搅拌针逐渐回抽,实现焊缝尾孔的填充及消除(无匙孔)。
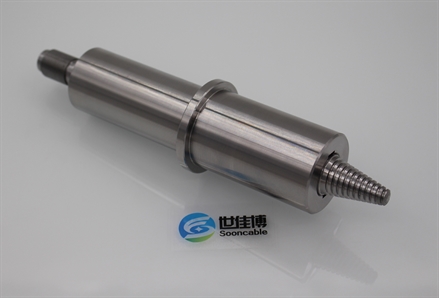
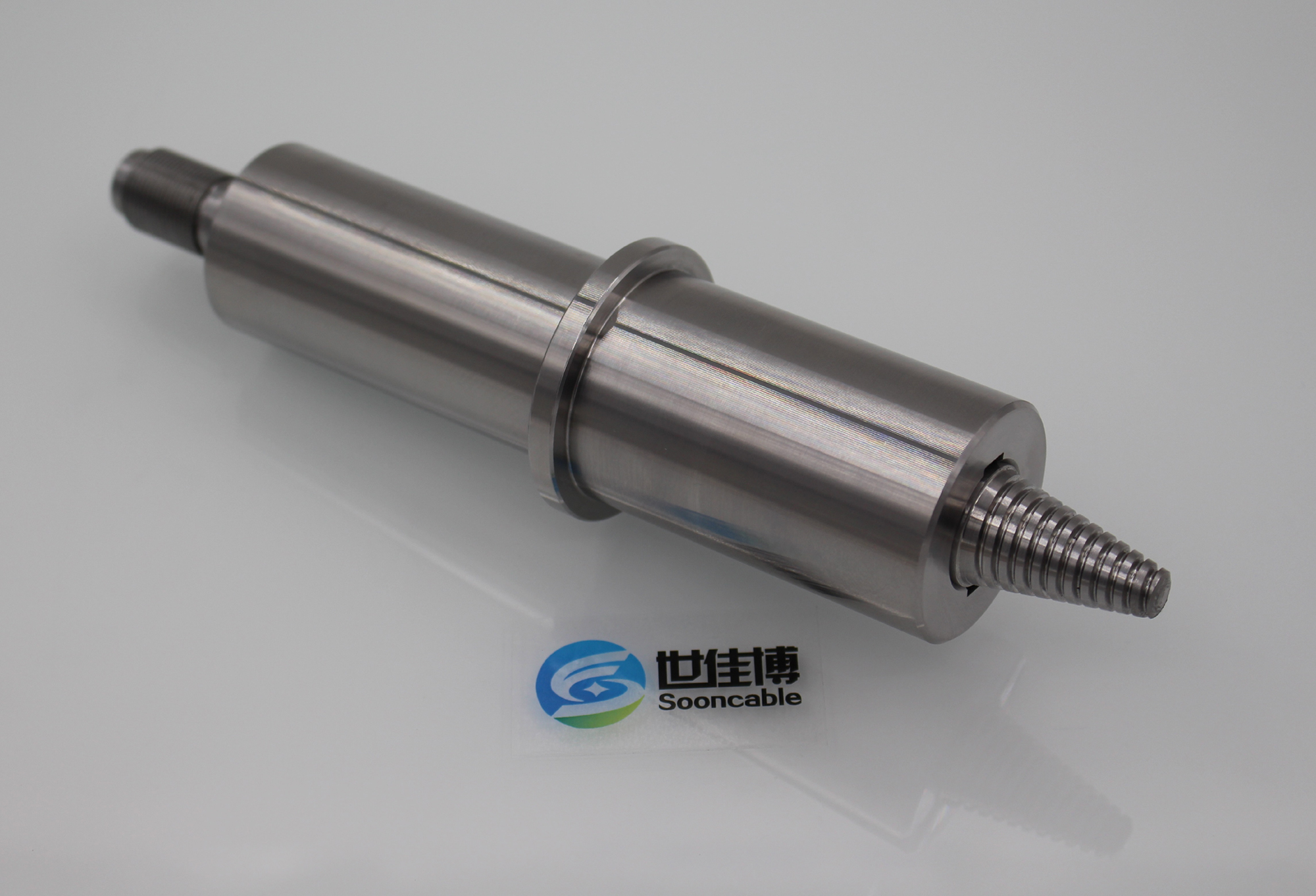
可回抽搅拌头的搅拌针和搅拌头轴肩可分别运动,在可回抽搅拌摩擦焊接中,焊接结束前,搅拌针以一定的速度缓慢回抽,直至搅拌针完全回抽至搅拌头轴肩中,此时焊接结束,焊尾处匙孔在塑态金属的流动下完全填充直至消除。
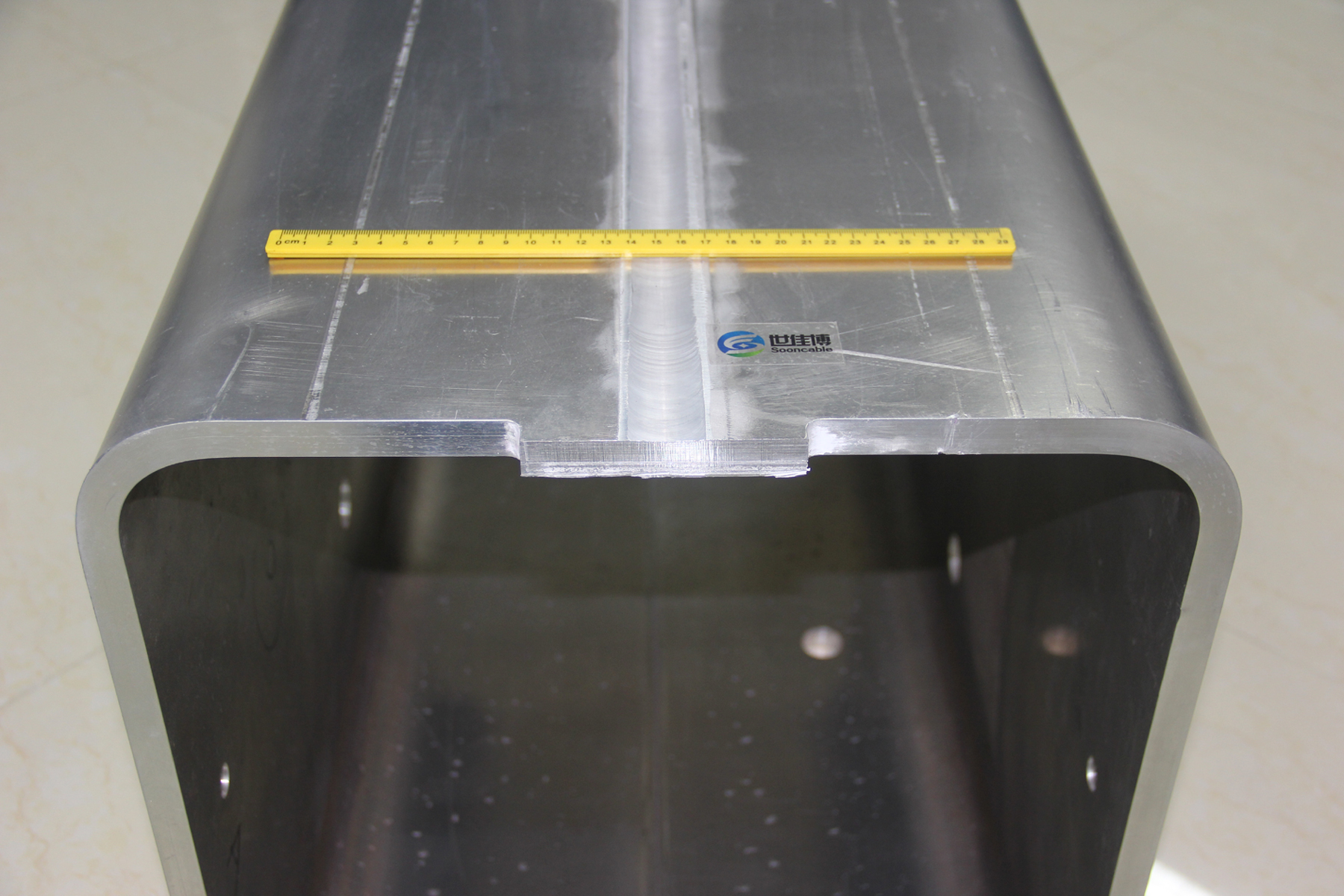
可回抽搅拌摩擦焊特别适合筒体环缝类产品的焊接,北京世佳博科技集团有限公司在可回抽搅拌摩擦焊接领域取得了长足的发展,可实现厚度3mm铝合金材料无匙孔搅拌摩擦焊的无缺陷焊接,焊缝成形美观,接头性能优异。
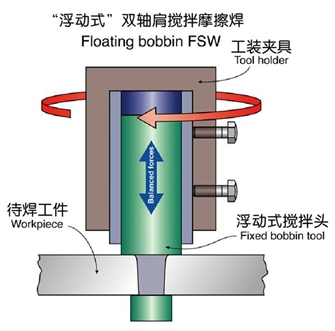
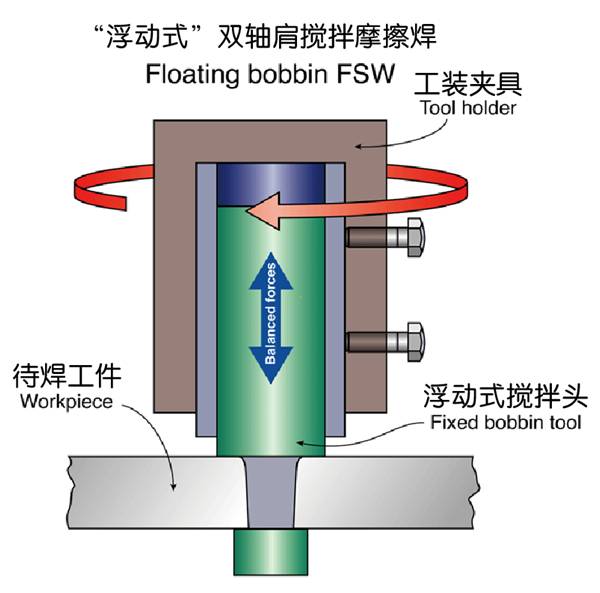
常规搅拌摩擦焊接方法无法实现所有焊接结构的搅拌摩擦焊接。为了拓展搅拌摩擦焊技术在更多产品中的应用,公司在搅拌摩擦焊接机理及过程控制工艺方面进行了系统的研发和工作开展,在常规搅拌摩擦焊接技术的基础上,世佳博已成功开发双轴肩搅拌摩擦焊、静轴肩搅拌摩擦焊、可回抽搅拌摩擦焊以及点焊搅拌摩擦焊接技术,并在多个领域获得成功应用。
以上技术的成功开发和工业化批量使用,将很好的丰富搅拌摩擦焊接方法,为工程化使用奠定良好基础。
搅拌摩擦焊共性技术开发

